








Поршни и шатуны
Особенности устройства
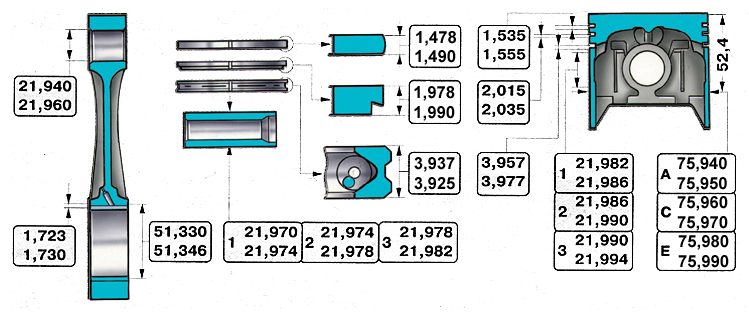
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Поршень
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 – с увеличением на 0,2, 0,4 и 0,6 мм; для 21011 – с увеличением на 0,4 и 0,7 мм.
Поршневые кольца
Поршневые кольца изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо – скребкового типа (с выточной по наружной поверхности), фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину (расширитель).
Поршневой палец
Поршневой палец – стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно врашается в бобышках поршня.
Шатун
Шатун – стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
Выпресовка поршневого пальца
1. Снимать палец необходимо на прессе, с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца.
2. Если снятые детали мало изношены и не повреждены, они могут быть снова использованы. Поэтому при разборке их пометьте, чтобы в дальнейшем собрать группу с теми же деталями.
Очистка
1. Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения.
2. Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, шатуне и крышке недопустимы и требуют замены деталей. Если на рабочей поверхности вкладышей глубокие риски или они слишком изношены, замените вкладыши новыми.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
Предупреждение!
По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм, а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
В запасные части поставляются поршни классов A, C, E. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Проверка зазора между поршнем и пальцем
Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня.
Предупреждение!
По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категория указывается цветной меткой на торце пальца: синяя метка – первая категория, зеленая – вторая, красная – третья.
 | 1. Сопряжение поршевого пальца и поршня проверяют, вставляя палец, предварительно смазаный маслом для двигателя, в отверстие бабышки поршня. Для правильного сопряжения необходимо, чтобы поршневой палец входил в отверстие от простого нажатия большого пальца руки. 2. Проверьте посадку поршневого пальца. Он не должен выпадать из бобышки, если держать поршень с поршневым пальцем в вертикальном положении. 3. Выпадающий из бобышки палец замените другим, следующей категории. Если в поршне палец третьей категории, то заменяется поршень с пальцем. |
Проверка зазоров между поршневыми канавками и кольцами
  | 1. Зазор по высоте между канавками и кольцами проверяйте, вставляя кольцо в соответствующую канавку 1) поршневое кольцо 2) поршень 3)набор щупов 2. Номинальный (расчетный) зазор для верхнего компрессионного кольца состовляет 0,045-0,08мм, для второго 0,025-0,06мм, для маслосъемного 0,02-0,055мм. Предельно допустимые зазоры при износе 0,15мм. 3. Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр, имеющий диаметр отверстия равный номинальному диаметру кольца с допуском ± 0,003мм. Для колец нормального размера можно применять калибр А.96137 4. Зазор должен быть в приделах 0,25-0,45мм для всех новых колец. Предельно допустимый зазор при износе - 1мм. Если зазор не достаточный запилите стыковые поверхности, а если повышеный - замените кольца. |
Проверка зазора между вкладышами шатуна и коленчатым валом
Зазор между вкладышами шатуна и коленчатым валом можно проверять расчетом, измерив детали.
Номинальный расчетный зазор составляет 0,036–0,086 мм. Если он меньше предельного (0,1 мм), то можно снова использовать эти вкладыши.
При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины).
Толщина вкладышей шатунных подшипников, мм
| Номинальная | Увеличенная (ремонтная) | |||
| 0,25 | 0,50 | 0,75 | 1,0 | |
| 1,723 | 1,848 | 1,973 | 2,098 | 2,223 |
| 1,730 | 1,855 | 1,980 | 2,105 | 2,230 |
Цифры 0,25, 0,50 и т. д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифовки.
Контроль массы поршней
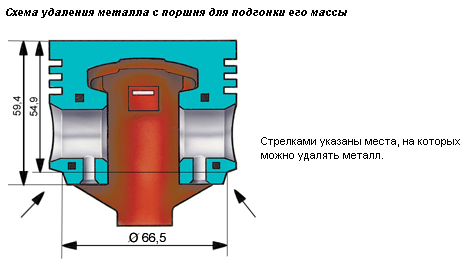
По массе поршни одного двигателя не должны отличаться друг от друга более, чемна ±2,5 г.
Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Съем металла, однако, не должен превышать 4,5 мм по глубине относительно номинальной высоты поршня (59,40 мм), а по ширине ограничивается диаметром 66,5 мм.
Сборка шатунно-поршневой группы
1. Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240° С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
2. В печь, уже нагретую до 240° С, шатуны помещают на 15 мин.
3. Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.
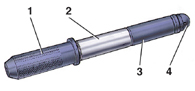  | 4. Палец 2 заранее подготовте к сборке, надев его на валик 1 приспособления А.60325, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте не плотно, чтобы не произошло заклинивание при расширении пальца от контакта с нагретым шатуном. 5. Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под пальцем совпадало с отверстием верхней головки шатуна. 6. Приспособлением А.60325 закрепленый поршневой палец 2 протолкните в отверстие поршня и в верхнюю головку шатуна так, чтобы заплечник приспособления соприкасался с поршнем (1 - приспособление А.60325) Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запресовки пальца (показано стрелкой). Таким образом палец займет верное положение. |
Предупреждение!
Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном надо соединять так, чтобы метка «П» на поршне и отверстие на шатуне были с одной стороны.
7. После охлаждения шатуна смажьте палец маслом для двигателя через отверстия в бобышках поршня.
8. При установке поршневых колец их замки располагайте через 120°. Кольца устанавливайте так, чтобы выточка на наружной поверхности второго (скребкового) компрессионного кольца была обращена вниз, а фаски на наружной поверхности маслосъемного кольца были обращены вверх (см. рис. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец).
9. Шатун обрабатывается вместе с крышкой, поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Параллельность осей нижней головки шатуна и поршневого пальца
1. Перед установкой собранной шатунно-поршневой группы на двигатель проверьте параллельность осей группы специальным прибором.
2. Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4. Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты – углом или верхним концом).
3. Зазор не должен превышать 0,4 мм. Если зазор больше, замените шатун.



